-
Telefone: (19) 3412-2410
-
WhatsApp: (19) 99691-4648
-
Email: vendas@unitampos.com.br
Telefone: (19) 3412-2410
WhatsApp: (19) 99691-4648
Email: vendas@unitampos.com.br

1) Discos soldados:
A soldagem deverá ser bem executada e com eletrodos adequados, caso contrário, ao ser prensado não resistirá, rompendo-se. A solda deverá ficar rente à superfície da chapa, como indicado na figura abaixo:
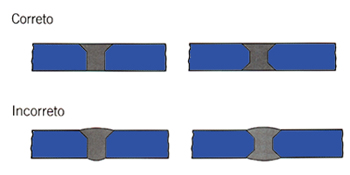
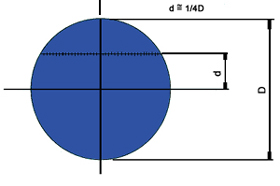
Localização: O (s) filete (s) de solda deverá ficar aproximadamente a 1/4D da linha de centro, nunca próximo à linha de centro ou da borda, como indicado na figura abaixo: Soldar as chapas de forma que estejam no mesmo sentido da laminação. Não soldar materiais com características físicas diferentes (por exemplo: dureza, espessura etc.) Os discos deverão estar com o diâmetro de acordo com os cálculos indicados, ter as bordas bem acabadas, sem trincas e rebarbas.
2)Tolerâncias
Ref: Normas ASME - SEC. VIII DIV. 1 UG - 81
DIN - 28011/13
1- Tampos
Unitampos: 4,5,6,10,11 e 12
2- Altura
(h 1 + h 2 ) + 0,015.De ou 10mm (maior valor).
3- Parte Reta( h1)
(h1) = 3 x espessura nominal
(ASME UW13)
4- Perímetro ( p .De)
| De de 300 a 1000mm | ± 0,5% De |
| De acima de 1000mm | + 0,5% De |
| - 0,25% De |
5- Ovalização (Out of roudness)
![]()
6- Forma (Perfil)
A superfície interna do tampo não deve desviar para o lado
externo da forma especificada, mais que 1,25% do diâmetro interno e para o lado interno, mais que 0,625% de D.
Diferença máx.= Df = 0,0125.D (lado externo)
Diferença máx.= Df = 0,00625.D (lado interno)
7-Redução aproximada de espessura na fabricação Re (UNITAMPOS)
Por haver grande variância na perda de espessura dos diversos tipos de tampos e materiais, favor consultar nosso departamento técnico para tais especificações.